



BilyeToleranslar Açıklandı
Rulman toleranslarını ve gerçekten ne anlama geldiklerini anlıyor musunuz?Değilse, yalnız değilsin.Bunlar genellikle alıntılanır, ancak çoğu zaman ne anlama geldikleri konusunda gerçek bir anlayışa sahip değildir.Rulman toleranslarının basit açıklamalarına sahip web siteleri son derece nadirdir, bu yüzden boşluğu doldurmaya karar verdik.Yani, "Ortalama Çap Sapması" ve "Tek Çap Varyasyonu"nun gerçekte ne anlama geldiğini bilmek istiyorsanız?Bunu daha açık hale getirmeyi umduğumuz için okumaya devam edin.
Sapma
Bu, gerçek ölçümün nominal boyuttan ne kadar uzakta olmasına izin verildiğini belirler.Nominal boyut, üreticinin kataloğunda gösterilen boyuttur, örneğin 6200'ün nominal deliği 10 mm, 688'in nominal deliği 8 mm'dir, vb. Bu boyutlardan maksimum sapma üzerindeki sınırlar son derece önemlidir.Rulmanlar için uluslararası tolerans standartları (ISO ve AFBMA) olmadan, her bir üreticiye bağlı olacaktır.Bu, yalnızca 7 mm çaplı olduğunu ve mile uymayacağını anlamak için 688 rulman (8 mm çaplı) sipariş etmeniz anlamına gelebilir.Sapma toleransları genellikle delik veya OD'nin daha küçük olmasına, ancak nominal boyuttan daha büyük olmamasına izin verir.
Ortalama Çap/OD Sapması
… veya tek düzlem ortalama delik çapı sapması.Bu, iç halka ve şaft veya dış halka ve muhafazayı yakından eşleştirmek için önemli bir toleranstır.İlk önce bir yatağın yuvarlak olmadığını anlamalısınız.Tabii ki çok uzak değil ama mikron (milimetrenin binde biri) cinsinden ölçmeye başladığınızda, ölçümlerin farklı olduğunu anlıyorsunuz.Örnek olarak 688 rulman (8 x 16 x 5 mm) çapını alalım.İç bileziğin neresinde ölçüm yaptığınıza bağlı olarak, örneğin 8 mm ile 7.991 mm arasında herhangi bir yerde bir okuma alabilirsiniz, peki delik ölçüsü olarak ne alıyorsunuz?Burada Ortalama Sapma devreye girer. Bu, o halkanın çapının ortalamasını almak için delik veya OD boyunca tek bir radyal düzlemde (buna bir dakika içinde geleceğiz) bir dizi ölçüm almayı içerir.
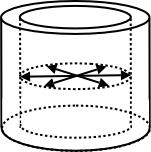
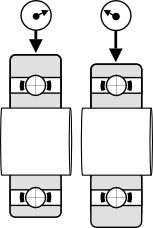
Bu çizim bir iç yatak halkasını temsil etmektedir.Oklar, ortalama boyutu keşfetmeye yardımcı olmak için delik boyunca farklı yönlerde alınan çeşitli ölçümleri temsil eder.Bu ölçüm seti, tek bir radyal düzlemde, yani deliğin uzunluğu boyunca aynı noktada doğru bir şekilde alınmıştır.Deliğin uzunluğu boyunca toleranslar dahilinde olduğundan emin olmak için farklı radyal düzlemlerde de ölçüm setleri alınmalıdır.Aynısı dış halka ölçümleri için de geçerlidir.

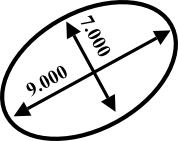
Bu şema, bunun nasıl YAPILMAMASI gerektiğini gösterir.Her ölçüm, yatak halkasının uzunluğu boyunca farklı bir noktada, yani her bir ölçüm farklı bir radyal düzlemde alınmıştır.
Oldukça basit bir şekilde, ortalama delik boyutu şu şekilde hesaplanır:
Bu, mil toleransını hesaplarken yanıltıcı olabilecek tek bir delik ölçümünden çok daha faydalıdır.
Bir P0 yatağı için ortalama bir delik sapma toleransının +0/- olduğunu varsayalım.
Genişlik Sapması
… veya tek iç veya dış halka genişliğinin nominal boyuttan sapması.Burada fazla açıklamaya gerek yok.Delik ve OD boyutlarında olduğu gibi, genişlik belirli toleranslar dahilinde kontrol edilmelidir.Genişlik genellikle daha az kritik olduğundan, toleranslar rulman deliği veya OD için olduğundan daha geniştir.+0/- genişlik sapması
varyasyon
Varyasyon toleransları yuvarlaklık sağlar.Bu kötü çıkış çiziminde-

Tek Delik/OD Varyasyonu
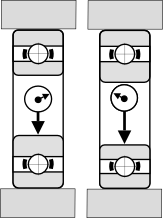
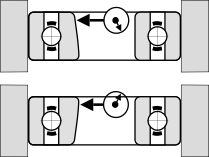
…veya daha doğrusu, Tek Radyal Düzlemde Delik/OD Çap Değişimi (elbette, artık tek radyal düzlemler hakkında her şeyi biliyorsunuz!).Delik ölçümlerinin 8.000 mm ile 7.996 mm arasında olduğu soldaki şemaya bakın.En büyük ve en küçük arasındaki fark 0,004 mm'dir, bu nedenle bu tek radyal düzlemdeki delik çapı değişimi 0,004 mm veya 4 mikrondur.

Ortalama Delik/OD Çap Değişimi
Tamam, ortalama iç çap/DÇ sapması ve tek delik/OD varyasyonu sayesinde, rulmanımızın doğru boyuta yeterince yakın ve yeterince yuvarlak olduğu için mutluyuz, ancak ya iç çapta veya OD'de çok fazla koniklik varsa sağdaki diyagram (evet, çok abartılı!).Bu nedenle, ortalama delik ve OD varyasyon limitlerimiz de vardır.

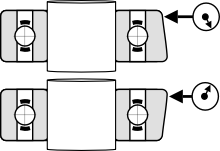
Ortalama delik veya OD varyasyonunu elde etmek için, farklı radyal düzlemlerde ortalama delik veya OD'yi kaydederiz ve ardından en büyük ve en küçük arasındaki farkı kontrol ederiz.Burada soldaki üst ölçüm grubunun 7.999 mm, ortanın 7.997 mm ve alt kısmın 7.994 mm ortalama delik boyutu verdiğini varsayalım.En küçüğünden en büyüğünü alın (7.999 –
Genişlik Varyasyonu
Yine, çok basit.Belirli bir yatak için izin verilen genişlik değişiminin 15 mikron olduğunu varsayalım.İç veya dış halka genişliğini çeşitli farklı noktalarda ölçecek olsaydınız, en büyük ölçüm en küçük ölçümden 15 mikrondan daha büyük olmamalıdır.
Radyal Salgın

…birleştirilmiş rulman iç/dış bileziği, rulman toleranslarının bir diğer önemli yönüdür.Hem iç halka hem de dış halka için ortalama sapmanın sınırlar içinde olduğunu ve yuvarlaklığın izin verilen varyans içinde olduğunu varsayalım, kesinlikle endişelenmemiz gereken tek şey bu mu?Bir rulman iç bileziğinin bu şemasına bakın.Delik sapması tamam ve delik varyasyonu da öyle, ancak halka genişliğinin nasıl değiştiğine bakın.Diğer her şey gibi, halka genişliği de çevrenin her noktasında tam olarak aynı değildir, ancak radyal salgı toleransları bunun ne kadar değişebileceğini belirler.
İç halka salgısı
… dış halka sabitken bir tur sırasında iç halkanın bir dairesindeki tüm noktaları ölçerek ve en küçük ölçümü en büyükten uzaklaştırarak test edilir.Tolerans tablolarında verilen bu radyal salgı rakamları, izin verilen maksimum varyasyonu gösterir.Buradaki halka kalınlığındaki fark, noktayı daha açık bir şekilde göstermek için abartılı.
Dış halka salgısı
iç halka sabitken bir devirde dış halkanın bir dairesindeki tüm noktaları ölçerek ve en küçük ölçümü en büyükten uzaklaştırarak test edilir.
Yüz Kaçak/Delik
Bu tolerans, yatak iç bileziği yüzeyinin, iç halka yüzüyle yeterince dik açıya yakın olmasını sağlar.Yüzey salgısı/deliği için tolerans değerleri yalnızca P5 ve P4 hassas kalitedeki rulmanlar için verilmiştir.Yüze yakın iç bileziğin bir çemberi üzerindeki tüm noktalar, dış halka sabitken bir devir sırasında ölçülür.Rulman daha sonra döndürülür ve deliğin diğer tarafı kontrol edilir.Yüzey salgısı/delik toleransını elde etmek için en büyük ölçümü en küçüğünden uzaklaştırın.
Yüz Akması/OD
… veya yüz ile dış yüzey generatrix eğiminin değişimi.Bu tolerans, yatak dış bileziği yüzeyinin dış halka yüzüyle yeterince dik açıya yakın olmasını sağlar.Yüzey salgısı/OD için tolerans rakamları P5 ve P4 hassas kaliteler için verilmiştir.Yüzün yanındaki dış bileziğin bir dairesindeki tüm noktalar, iç bilezik sabitken bir devir sırasında ölçülür.Rulman daha sonra ters çevrilir ve dış bileziğin diğer tarafı kontrol edilir.Yüzey salgısı/OD delik toleransını elde etmek için en büyük ölçümü en küçüğünden uzaklaştırın.
Yüzey Aşınma/Yuvarlanma Yolu çok benzerdir, ancak bunun yerine iç veya dış halka kanalı yüzeyinin eğimini iç veya dış halka yüzü ile karşılaştırın.
Gönderim zamanı: Haz-04-2021